
品牌:日翔环保
反应器有效容积:700
直径:7-13.5
起订:1台
供应:100台
| 反应器有效容积 | 700 |
|---|---|
| 直径 | 7-13.5 |
| 高 | 18 |
| 进口 | 1000 |
| 出口 | 1000 |
| 容积负荷 | 10-18 |
| 每天产气量 | 4500-24025 |
| 材质 | 钢 |
| 功率 | 可定制 |
| 类别 | 污水处理成套设备 |
| 去污率 | 90 |
| 噪声 | 0-20db |
| 处理污水量 | 1000-4500 |
| 品牌 | 日翔RXLC |
| 型号 | RXLC |
| 加工定制 | 是 |
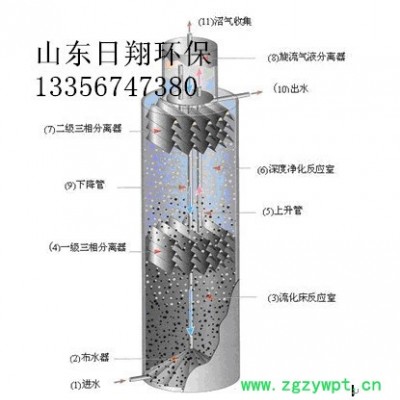
IC厌氧反应器与UASB反应器相比具有以下优点:
①有机负荷高,废水除盐。内循环提高了**反应区的液相上升流速,强化了废水中有机物和颗粒污泥间的传质,使IC厌氧反应器的有机负荷远远高于普通UASB反应器。
②抗冲击负荷能力强,运行稳定性好。内循环的形成使得IC厌氧反应器**反应区的实际水量远大于进水水量,例如在处理与啤酒废水浓度相当的废水时,循环流量可达进水流量的2~3倍;处理土豆加工废水时,循环流量可达10~20倍。循环水稀释了进水,提高了反应器的抗冲击负荷能力和酸碱调节能力,EGSB厌氧反应,加之有第二反应区继续处理,通常运行很稳定。
③基建投资省,占地面积少。在处理相同废水时,IC厌氧反应器的容积负荷是普通UASB的4倍左右,故其所需的容积仅为UASB的1/4~1/3,节省了基建投资。加上IC厌氧反应器多采用高径比为4~8的瘦高型塔式外形,所以占地面积少,尤其适合用地紧张的企业,强制电解。
④节能。IC厌氧反应器的内循环是在沼气的提升作用下实现的,不需外加动力,节省了回流的能源消耗。
UASB上升式厌氧污泥床,由荷兰Lettinga教授于1977年发明的第二代厌氧反应器,通过40多年的发展,UASB厌氧反应器已经成为运用**广泛,技术**成熟的厌氧反应器。到目前为止,UASB上升式厌氧污泥床技术已广泛应用于造纸、食品加工、酒类酿造、垃圾渗滤液、柠檬酸及医药化工等诸多行业的废水处理中。
UASB上升式厌氧污泥床的结构和工作原理决定了其在控制厌氧处理影响因素方面比其他反应器具有如下特点:
1 污泥床内生物量多,折合浓度计算可达20~30g/L。
2 容积负荷率相对较高,在中温发酵条件下,一般10KGCODcr/m d左右,废水在反应器内的水力停留时间较短,因此所需池容大大缩小。
3 设备简单,运行方便,无需设沉淀池和污泥回流装置,不需要充填填料,也不需要在反应区内设机械搅拌装置,造价相对较低,便于管理,不易发生堵塞问题。
4 UASB上升式厌氧污泥床技术成熟、运用广泛,成功案例多,故在建设、运行过程中可借鉴经验较多,有利于系统的稳定运行。
so.u0006u0019u000fsu0010-u0002??u000eu0018?u000ely:Arial;mso-bidi-font-family:Arial;color:#666666;mso-font-kerning:0pt'>厌氧反应器多采用高径比为4~8的瘦高型塔式外形,所以占地面积少,尤其适合用地紧张的企业,强制电解。④节能。IC厌氧反应器的内循环是在沼气的提升作用下实现的,不需外加动力,节省了回流的能源消耗。
为提高厌氧反应器的运行可靠性,必须设置各种类型的计量设备和仪表,如控制进水量、投药量等计量设备和pH计(酸度计)、温度测量等自动化仪表。自动计量设备和仪表是自动控制的基础。对UASB反应器实行监控的目的主要有两个,一个是了解进出水的情况,以便观测进水是否满足工艺设计情况;另外一个目的是为了控制各工艺的运行,判断工艺运行是否正常。由于UASB反应器的特殊性还要增加一些检测项目,如挥发性有机酸(VFA)、碱度和甲烷等。但是,这些设备属于标准设备,一些设备还很难形成在线的测量和控制。