






















| 包装材料 | 薄膜 |
|---|---|
| 外型尺寸 | 根据客户配置(mm) |
| 包装范围 | 10-25KG(kg) |
| 电源电压 | 220V(V) |
| 产量 | ≥3吨/小时(t/h)(t/h) |
| 计量精度 | Ⅰ级 |
| 类型 | 生产线 |
| 产品类型 | 全新 |
| 肥料类型 | 复合肥、有机肥、水溶肥 |
| 产品规格 | (10~40)袋/分钟。 |
| 包装速度 | 10-12 |
| 电压 | 380V |
| 功率 | 3.8KW(Kw) |
| 功能 | 包装辅助,充填,封口,计量,其他 |
| 规格 | 可定制 |
| 适用对象 | 食品,其他 |
| 售后服务 | 一年质保,终身维护 |
| 外形尺寸 | 可定制 |
| 重量 | 400kg |
| 适用行业 | 化工,食品,其他 |
| 物料类型 | 其他 |
| 自动化程度 | 全自动 |
| 包装类型 | 袋 |
| 品牌 | 信远 |
| 型号 | XY-SRF |
| 加工定制 | 是 |
| 包装材质 | 复合材料 |

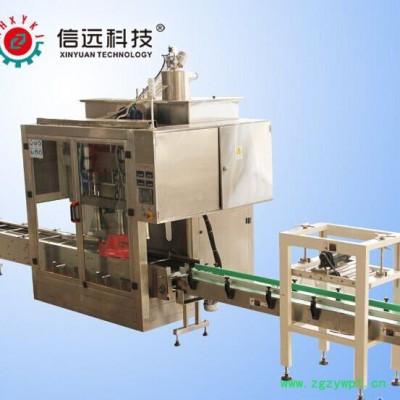
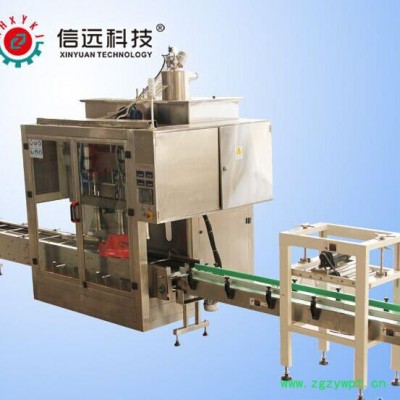
冲施肥生产线
一、自动配料、混合、包装生产设备1套
1.原料有4-6种,实际生产时为3-4种。
2.集配料、混合、包装于一体,配料、混合、包装均为自动化。
3. 厂房与产能:
(1)生产能力:≥3吨/小时(按包装规格5-10Kg/袋)。
设备配置见“冲施肥包装生产线示意图”。
二、规定功能、流程与设备配置
1. 规定功能:
(1)将**镁、硝酸钙、硝酸钾、磷酸钾**钾中的三种或四种物料,按照配方规定的重量配比自动配料后混合均匀,按5-10Kg/袋规格自动计量、充填、包装。
(2)原料包上平台,采用在平台人工拆包、直接向料仓倒料方式。
(3)因为部分物料含有结晶水,易吸潮,高温易液化,要求配料、混料速度快,要求生产过程减少物料与空气接触时间,防止吸水返潮。
(4)生产线工艺流程设计、设备结构设计、材料的选用符合防腐蚀的要求,设备能方便清理干净,所有接触物料部件为不锈钢。
(5)要求计量,配料精度达±0.1%-±0.2%,混合均匀高效。
(6)使用预制塑料编制袋,含内袋,内袋为PE单膜,内袋热封口,外袋线缝;人工套袋的半自动充填、封口;要求封口严密,密封性好。
(7)要求配料系统可存储多个配方,配方修改方便;可实现5Kg/袋、10Kg/袋多种规格的配料与包装。
(8)设备布置紧凑,能耗低,节能高效。
(9)操作、维修方便,性能稳定,故障率低,运行可靠。
(10)人流、物流通畅,自动化程度高,减少人工。
2. 流程:
三种或四种原料包上平台―→人工拆包、向各原料仓口投料―→按配方自动配料(电子称重)―→配好―→自动卸料至爬斗提升机料斗―→自动提升至高位平台―→自 动卸料至混合机―→自动混合均匀―→自动卸料至定量包装机料仓(料位自动控制)--→人工套袋―→螺旋秤自动称重计量―→自动充填―→称好―→自动落袋 ―→输送―→内袋热封口―→外袋缝包。
三、生产线设备组成及主要功能、性能特点
(一)上包输送机 1台
直接用带式输送机将三种原料包送到高平台,在平台上人工投料。材料:碳钢喷漆。
(二)自动配料系统 1套
功能:按照设定的重量配比,自动完成四种原料的配料。设备组成包括:原料仓4台、卧螺旋自动加料装置4套、称重秤斗1件、称重传感器及称重控制系统1套、称重秤斗开关门机构1套、称重系统支承架1台、振动卸料装置2套、配料电控箱及电气控制系统1套、导料器1套。
1.原料仓4台,不锈钢,仓体厚度2mm,料仓容积0.3-0.8m3;原料仓两侧带活动
上盖,防潮和方便投料。
2.自动加料装置4套;不锈钢结构。
⑴ 卧螺杆供料,变频调速,供料电机带动螺杆转动进行快、慢两级加料,确保供料准确;
⑵ 自动加料装置与原料仓为法兰连接,卧螺杆下封盖可方便拆装;卧螺杆一端的支承为卡箍结构,给料螺杆可方便抽出,便于将螺旋清理干净。
3.秤斗1件,容积0.8-1.0m3,不锈钢。
⑴ 秤斗带上盖,上盖的三个进料口与自动加料装置的出料口软连接,为防潮封闭设计。
⑵ 上盖方便装拆,便于秤斗的清理;上盖有出气口。
⑶ 为方便自动加料装置的清理,上盖的三个进料口与自动加料装置的出料口之间的距离,在设计时考虑可放进一个接料的容器;
⑷ 为防止秤斗下料不净,在秤斗壁装振动卸料装置,必要时可选择强制下料。
4.称重传感器及称重控制系统1套,包括传感器及其悬挂装置3组,采的电子称重技术,高智能化称重控制器,计量速度快、精度高,性能稳定、可靠。
5.秤斗开关门机构1套,不锈钢结构,气动开关料门,设计保证不漏料。
6.称重系统支承架1台,称重系统各组件的支承,可设计吊挂在平台上。
7.振动卸料装置2套,安装在称重秤斗壁的两侧,在秤斗卸料不净时自动强制卸料,确保每次配料卸料干净。
8.配料电控箱及电气控制系统1套。
⑴ 电控箱密封防潮、防尘,不锈钢;允许与生产线总控制柜做为一体,安装在二楼平台上。
⑵ 配料系统按照设定的次序和重量,依次完成各物料的配料。首先料仓1卧螺旋机向称重斗加料,开始为大供料,物料1重量接近设定值,自动变为细供料,重量达到目标值,1号仓停止加料;按同样原理依次完成2号料、3、4号料的配料;四种物料配料完成,得到总控系统放料信号,秤斗开关门机构动作,打开料门放料;物 料排出干净,自动关闭料门,开始下一配料过程。
⑶ 可直接数字修改配方,可存储20个配方,配方修改、调用方便。
⑷ 有手动/自动工作状态选择,方便设备的调试与清理;每个储料仓、秤斗均有手动按钮,卧螺旋供料机可在手动状态下启动、停止,秤斗可在手动状态下打开、关闭。
⑸ 安全性设计:秤斗料门带检测装置,只有在确认料门完全关闭的情形下,才会开始下一次配料;只有在爬斗提升机料斗到达接料工位后才会卸料。
⑹ 可设定每班的配料总次数,一次配料可设定为手动配料,这样下班时料仓内不会有多的存料,方便清理。
9. 导料器1套,不锈钢结构。
包括导料板、支架、振动下料装置。将从秤斗落下的物料导向爬斗提升机料斗,带振动装置,在导料板沾料、落料不净时自动强制卸料。
(三)爬斗提升装置 1套
将配好的物料一次性提升到混合机。料斗容量0.45m3,料斗接触物料部分为不锈钢,料斗带双向滚轮,提升轨道为槽钢。动力为钢丝绳卷扬装置,安装在提升机支架上;提升机支承架为方钢管焊接,牢固厚实,安装在平台上。
(四)自动混合系统 1套
包括:1.卧式双螺带式搅拌机1台 2. 进料接口 3、出料接口
卧式双螺带式搅拌机组成:包括电机减速机、混合机上盖、混合机筒体、双螺带搅拌机构、卸料机构、混合机出料口,全不锈钢结构。
1.配好的物料自动卸入混合机,总控系统自动控制混合、卸料、开关料门动作,混合时间、卸料时间的长短均可数字设定,确保混和均匀。
2.混合机全容积0.5m3,按物料容重0.7t / m3计,每次混合料250Kg。
3. 双螺带搅拌机构,设计独特,物料左右上下三维复合运动,可快速搅拌均匀。
⑴ 特別适用于粘性物料的混合,通过强制剪切,将易吸附、结团的物料搓开;
⑵ 混合均匀度高,可使配比大的物料均匀混合;
⑶ 混合速度快、效率高、装载系数大。
4. 混合机筒体刚性好,通过减震装置直接安装于二楼地面。
5. 卸料机构设计为气动开、关料门,除在筒底有极少存料外,可卸料干净。
6. 混合机出料口通过出料接口与包装机料仓进料口软连接,为防潮封闭设计。
7.独立电控箱,有手动/自动工作状态选择,方便设备的调试与清理。
8.混合机上盖装料位检测开关,在卸料机构关闭时,如果仍然高料位,则报警。
液体肥料称重式全自动灌装机1、概述:
CZ-4B型称重式全自动灌装机,由直线排列的秤台(带辊道),链条推杆进出瓶机构,快、慢速灌装(带气缸下潜)机构,进料过渡料箱,称重控制仪表及可编程控制单元组成。该液体灌装秤可以满足多种液体自动灌装的需要,可满足无泡沫、有泡沫液体的灌装。
2、设备特点:
2.1、采用称重传感器和专业控制仪表,确保了灌装计量的高精度。称重传感器上采用独特的滚珠走瓶方式,保证灌装完毕后走平稳出瓶。









