





















| 加工定制 | 是 |
|---|---|
| 处理污水量 | 10(m3/h) |
| 臭氧用量 | 200(g/h) |
| 空气量 | 10(m3/min) |
| 贮气罐容积 | 1(m3) |
| 流量计规格 | 0.3(m3/h) |
| 出水管口径 | 80(mm) |
| 进水管口径 | 60(mm) |
| 外形尺寸 | 100-350(cm) |
| 曝气机功率 | 0(kw) |
| 水泵功率 | 5.5(kw) |
| 品牌 | 华能金昊 |
| 型号 | UASB |

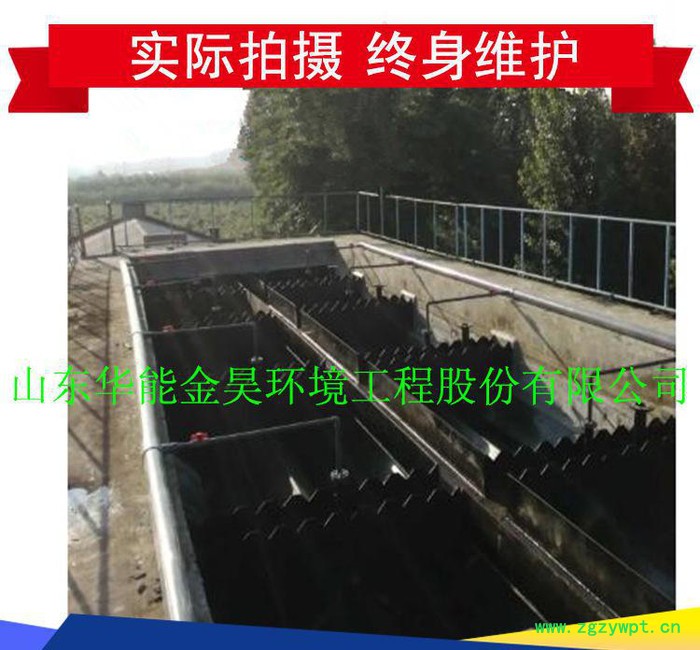
废水厌氧生物技术由于其巨大的处理能力和潜在的应用前景,一直是水处理技术研究的热点。从传统的厌氧接触工艺发展到现今广泛流行的UASB工艺,废水厌氧处理技术已日趋成熟。随着生产发展与资源、能耗、占地等因素间矛盾的进一步突出,现有的厌氧工艺又面临着严峻的挑战,尤其是如何处理生产发展带来的大量高浓度有机废水,使得研发技术经济更优化的厌氧工艺非常必要[1]。内循环厌氧处理技术(以下简称EGSB厌氧技术**是在这一背景下产生的高效处理技术,它是20世纪80年代中期由荷兰PAQUES公司研发成功,并推入国际废水处理工程市场,目前已成功应用于土豆加工、啤酒、食品和柠檬酸等废水处理中[2]。实践证明,该技术去除有机物的能力远远超过普通厌氧处理技术(如UASB),而且EGSB反应器容积小、投资少、占地省、运行稳定,是一种值得推广的高效厌氧处理技术。
厌氧处理是废水生物处理技术的一种方法,要提高厌氧处理速率和效率,除了要提供给微生物一个良好的生长环境外,保持反应器内高的污泥浓度和良好的传质效果也是2个关键性举措。
以厌氧接触工艺为代表的**代厌氧反应器,污泥停留时间(SRT)和水力停留时间(HRT)大体相同,反应器内污泥浓度较低,处理效果差。为了达到较好的处理效果,废水在反应器内通常要停留几天到几十天之久。
以UASB工艺为代表的第2代厌氧反应器,依靠颗粒污泥的形成和三相分离器的作用,使污泥在反应器中滞留,实现了SRT>HRT,从而提高了反应器内污泥浓度,但是反应器的传质过程并不理想。要改善传质效果**效的方法**是提高表面水力负荷和表面产气负荷。然而高负荷产生的剧烈搅动又会使反应器内污泥处于完全膨胀状态,使原本SRT>HRT向SRT=HRT方向转变,污泥过量流失,处理效果变差。









